浅谈宏程序在数控加工中的应用
摘要:在编程工作中,我们经常把能完成某一功能的一系列指令像子程序那样存入存储器,用一个总指令来代表它们,使用时只需给出这个总指令就能执行其功能,所存入的这一系列指令称作用户宏程序本体,简称宏程序。这个总指令称作用户宏程序调用指令。在编程时,编程员只要记住宏指令而不必记住宏程序。用宏程序指令加工有规律的零件,在数控加工中应用非常的广泛,如何在加工过程中按照合理的工艺编制出正确高效的加工程序是非常重要的。
关键词: 宏程序 有规律的零件 数控加工
一. 引言
在宏程序形式中,一般都提供循环、判断、分支和子程序调用的方法,可用于编制各种复杂的零件加工程序。当不具备自动编程辅助手段,数控系统的指令功能有限,但却提供宏程序功能时,熟练应用宏程序指令进行编程,可以显著地增强机床的加工能力,同时可精简程序量。
用户宏程序与普通程序的区别在于:在用户宏程序本体中,能使用变量,可以给变量赋值,变量间可以运算,程序可以跳转;而普通程序中,只能指定常量,常量之间不能运算,程序只能顺序执行,不能跳转,因此功能是固定的,不能变化。用户宏程序功能是用户提高数控机床性能的一种特殊功能,在相类似工件的加工中巧用宏程序将起到事半功倍的效果。本篇将以两个实例介绍这些功能的应用及技巧.
1、宏程序调用格式
G65 Pp L e<自变量指定>;
P:要调用的程序
L:重复次数(默认值为1)
e:自变量:数据传递到宏程序
2、加工说明
该类零件的加工完全可以用人工或计算机计算的方式将其加工成形。但用此方法编制出的程序只适合特定尺寸的零件加工,或非常的冗长和繁杂。如果尺寸发生变化必须更改程序。为了避免以上问题,我们可以用宏程序方式进行程序的编制。将所有的尺寸和关系设定成变量,如果尺寸和关系发生变化,只需将相应的部分进行更改即可。
二. 应用实例
2.1圆弧均布孔位计算宏程序的编程
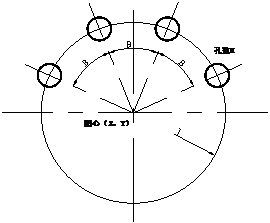
工程上经常使用圆弧均布的联接孔,而这些孔在图样上往往是不给出每点的坐标,在编程时需要逐点计算,因而增加了编程员的工作量。圆弧孔可用极坐标来描述,若圆心不在坐标原点上,编程不太方便。现在有的系统提供了圆弧均布孔位计算宏指令,可供直接使用。这里给出圆上的均布圆弧孔的宏程序的编制方法。
要求:编制一个宏程序加工圆上的孔。圆周的半径为I,起始角为A,增量角度为B,钻孔数量为H,圆的中心是(X,Y)。指令可以用绝对值或增量值指定。顺时针方向钻孔时B应指定负值。
调用格式
G65 P2100 Xx Yy Zz Rr Ii Aa Bb Hh;
X:圆心的X坐标(绝对值或增量值指定)(#24)Y:圆心的Y坐标(绝对值或增量值指定)(#25)
Z:孔深(#26)R:快速趋近点坐标(#18)
F:切削进给速度(#9)I:圆半径(#4)
A:孔的起始角度(#1)B:增量角(指定负值时为顺时针)(#2)
H:孔数(#11)
程序如下:
主程序
O0002;
G90 G54 G00 X0 Y0;
 …;
…;
G65 P2100 X50 Y50 R5 Z-10 F400 I60 A20 B45 H4;
M30;
宏程序(被调用的程序)
O2100;
G81 Z#26 R#18 F#9; 钻孔循环
WHILE [#11 GT 0] DO 1; 直到剩余孔数为0
#5= #24+#4*COS[#1]; 计算X轴上的孔位
#6= #25+#4*SIN[#1]; 计算X轴上的孔位
G90 X#5 Y#6; 移动到目标位置之后执行钻孔
#1= #1+#2; 更新角度
#11= #11-1; 孔数减1 图1
END 1;
M99;
2.2螺旋线加工特征
实际应用中,还经常会遇到各种各样的加工特征。在现今的数控系统中,无论硬件数控系统,还是软件数控系统,其插补的基本原理是相同的,只是实现插补运算的方法有所区别。常见的是直线插补和圆弧插补,手工常规编程无法编制出螺旋线加工程序,常需要用电脑逐一编程,但这有时受设备和条件的限制。这时可以采用拟合计算,用宏程序方式,手工编程即可实现,简捷高效,并且不受条件的限制。
比如螺旋线参数方程为:X=cos(t+180)*(10+t/45)
Y=sin(t)*( 10+t/45),工件深5mm
用宏程序加工就简单的多了。程序就不再赘述。
三.结论
通过上述实例,我们可以看到宏程序功能在数控加工中的灵活应用,将大大节省编程的时间,使程序的可读性、理解性、合理性大大增加。尤其是现在有许多零件的图形是通过相应的公式绘制出来的。如果此类零件的加工用CAD/CAM软件编制程序的话,程序将会非常的冗长和繁杂。如果用宏程序方式进行程序的编制,不仅程序简洁,而且更具可读性。
同时宏程序的应用也对编程人员提出了更高的要求,即在编程过程中应充分利用本机床的各项功能来满足加工过程中所遇到的各种可能因素。
参考资料:
《FANUC系统说明书》